
Silent features
• Optimum fuel efficiency
• Energy Efficient
• AC Motors
• Mixing Tower is equipped with a sturdy skid which saves costly RCC work. The tower is rest on PCC work only.
• Bigger Hot Bin New design of the hot bin increase 10% storage capacity and extra wide gate ensure free fall of aggregates which will reduce batch time. Gate Cylinder are in open atmosphere. No possibility of damaging pneumatic cylinder seal kit.
• Batch Tower is with Screen Bypass Duct. Screen is bottleneck of the batch mix plant. You can run plant without screening material. All material collected in first bin. Material proportion set by AC drive of Aggregate bin feeder.
• Recycle Asphalt Adding Provision. With Screen bypass your plant also handle RAP upto 20%. RAP is add to hot elevator where it is heated by superheated virgin aggregates by conduction.
• Fully insulated Counter flow Dryer Drum fitted with automatic multi fuel burner.
• Hot bucket elevator system.
• Four / Five deck vibratory screen.
• Four / Five hoppers for storage of hot aggregates.
• Aggregates, bitumen, filler and hot mix weighing unit.
• Bitumen storage and heating system with thermic heater.
• Fully computerized control panel with option to store various types of hotmix recipes with possibility to change the recipes frequently.
• Bag type air pollution control system with bag filters complete with exhaust fan and chimney.
• Filler elevator for recovered dust from bag filters.
• Hot mix silo with 2 compartments, discharge doors, intermediate hopper and level indicator.
• All major bought out items are imported from Germany, Italy, France, Japan,Korea.
• Asphalt batching mix plant is containerized for easy transportation & fast installation.
Components of the asphalt plant are:
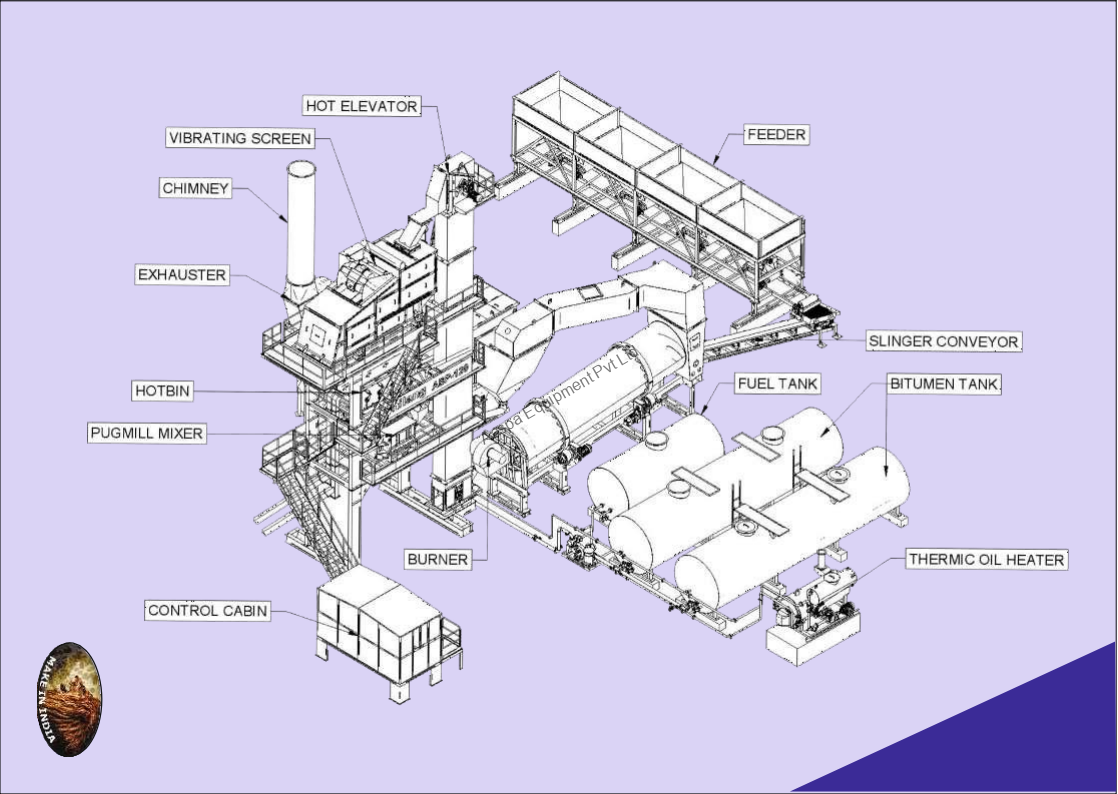
Cold Aggregate Bin Feeders
The bins are all-welded and modular in construction, Steep bin walls and the valley angles allow free flow of aggregates from the feeders minimizing hold up of materials in the corners and bridging with sticky aggregates, adjustable skirts are provided to prevent leakage between bin bottom and belt surface. The bins have adjustable calibrated gate openings, bins are provided with feeding units comprising of head and tail pulleys, single roll idlers, endless rubber conveyor, screw type belt tensioners, replaceable rubber skirting no flow indicators in control panel for operator acknowledgements and variable speed feeder drives together offer a total proportional control, greater flexibility and accuracy of operations. long belt feeders with an adjustable radial discharge gate.


Gathering Conveyor & Slinger Conveyor
with rated feeding capacity with squirrel cage electric motor and speed reduction unit & is Supplied with trough idlers, roller guides, return rollers and screw-type belt tensioners



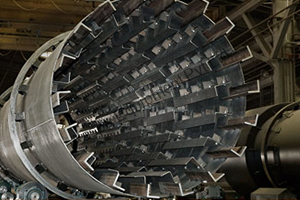
Counter Flow Dryer Drum
Fully insulated Counterflow, Cylindrical inclined type Dryer Drum unit with field proven internal fights designed to give bonus drying capacity with change in moisture content. Internal dryer flights are specifically designed and arranged in the dryer drum to obtain higher heating efficiency and homogeneous heating of different grain size aggregates. Hot aggregates temperature measuring thermocouple type probe for measurement of hot aggregates at the dryer outlet are given. Dryer drum supports comprising of four heavy duty trunion rollers and two thrust rollers on a rigid frame and equipped with two trunion rings. The four wheel drive (4WD) system with steel drum rollers comprising the friction drive system ensures a smooth and silent drive, and reduces maintenance cost, with high in thermal efficiency reduces heat losses, aid power saving & reducing the thermal stresses on the drying drum and noise emissions from the burner.



Burner
Fully Automatic, Proportioning, High Pressure, Fuel atomizing type low noise burner suitable for Light diesel fuel oil or ASTM D396 No.4 fuel oil with a wide turn down ratio with fully integrated low noise turbo blower powered by a 18.5 kW , 4 pole motor. Remotely operated from control station, high pressure fuel oil pump together with flame monitoring system, with an electric igniters, interconnections, controls, safety devices and interlocks are given fuel line piping with necessary control valves, filters, structural base, supports and complete internal wiring and connections into the control cabin are provided. Gas Burner can be provided as per customer requirements.


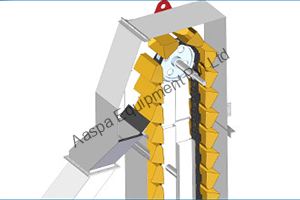
Hot Bucket Elevator
Totally enclosed, vertically mounted, centrifugal discharge type bucket elevator having heavy duty K type chain and toothed sprocket at drive ensures smooth operations of entire elevator system. Eliminating unbalancing of buckets during heavy loads when plant is operated at full capacity. Toothed sprocket chain drive with fully covered box for easy installation on tower container frame. The hot aggregate bucket elevator is a totally enclosed chain driven system. Bucket tips are double reinforced for maximum durability. The elevator unit is electrically driven directly by gear motor eliminating chain drive mechanism having higher maintainance. AASPA bucket elevators are designed for long service life and easy maintenance access. Super-tough wear materials and a special entry chute design make bucket elevators superior performers.

Vibrating Screen
Totally enclosed, vertically mounted, centrifugal discharge type bucket elevator having heavy duty K type chain and toothed sprocket at drive ensures smooth operations of entire elevator system. Eliminating unbalancing of buckets during heavy loads when plant is operated at full capacity. Toothed sprocket chain drive with fully covered box for easy installation on tower container frame. The hot aggregate bucket elevator is a totally enclosed chain driven system. Bucket tips are double reinforced for maximum durability. The elevator unit is electrically driven directly by gear motor eliminating chain drive mechanism having higher maintenance. AASPA bucket elevators are designed for long service life and easy maintenance access. Super-tough wear materials and a special entry chute design make bucket elevators superior performers.



Hot Bin
Four compartment hot aggregates bin with storage capacity, over flow and over size rejection chute, bin level indicators, pneumatic controlled cut off gates and a sampling device on each compartment are given. Temperature measuring probe on bin no.1 is provided. Hot bin unit is also equipped with highly efficient low maintenance pneumatic controls with High and Low level indicators in Control Cabin with system integration allow for automatic controls of the aggregate input from cold feeder bins thus minimizing material loss by wastage. Highly reliable weighing systems with low maintenance load cells and an easy calibration system makes it highly popular.

Weighing System
Automatic accumulating, weighing type Aggregate weigh hopper, with four point suspension hopper and load cell transducer. Automatic individual weighing type Asphalt and Filler weigh hopper with four points suspension hopper and load cell transducer.All weighing hoppers are fitted with proper shock isolation device. Aggregate weigh hopper, Filler weigh hopper& Asphalt weigh hopper are there.



Fines/Filler feeding system
Completely enclosed Vertically mounted Filler elevator with induction discharge type bucket elevator for feeding filler into filler storage bin on the mixing tower are there. Filler and dust storage bin is provided with a level indicator to control the filler supply from filler elevator automatically. A Rotary type filler feeder with pneumatically operated seal gate, feeds filler from filler storage bin into filler weigh hopper. Dust Fliller Filling & Storage Filler receiving from ground level (with suitable storage capacity) to silo by pneumatically or through bucket elevator control with level sensor. Silo with vibratory motor, filler receives dust from filter bag house through auto control screw conveyor into receiving hopper of bucket elevator. The filler from silos can optionally be supplied with filler feeding bucket elevator to suit bagged filler feeding. As a standard the filler silo are supplied with level indicators and process interlocks.


Primary Pollution Control System
Primary pollution control is a dry dust collection type. The dust is collected by the dry dust collectors from three points: drying drum, vibrating screen and the hot bins ensuring that proper dust free aggregates enter the mixing drum. Primary dust collection system in form of a Double Cyclone is provided to entrap larger dust particle from the dryer drum exhaust and for scavenging for the batching tower. Reclaimed dust recycling conveying system comprising of a material seal damper at the bottom of the cyclones, feeding the reclaimed dust at the foot of the hot elevator. High capacity Exhaust fan powered by heavy duty motor with automatic damper controls are provided.

Bag House Filter
The two stage dry dust collection system has a bag house filter with around 380 m2 of filtering area. The 288 nos. of bags in Meta Aramid filtering media, operating on the latest low maintenance, high efficiency Reverse Air Flow type de-dusting mechanism. Safety Interlocks (eg high exhaust temperature etc. ) and controls to ensure the safe functioning of the unit. Fully automatic De-dusting system incorporating three nos. of de-dusting devices, ensuring freedom from frequent maintenance of air compressors, solenoid valves, pneumatic controls etc. Fine recycling systemFine recycling system comprising of a screw conveyor for conveying the entrapped fines in the bag house to the filler elevator, which in turn feeds the filler weigh hopper atop the mixing tower.


Asphalt Transfer Pump
Jacketed, gear type Asphalt transfer pump is provided for feeding asphalt from the storage tank to the asphalt weigh hopper. A Bitumen weighing hopper is at the bottom which is hot oil heated and mounted onto three electronic load cells. By heated, & well dimensioned feeding pipe, Bitumen gets distributed via gravity into mixer within seconds. Which guarantee Homogeneous distribution in mixer.


Bitumen Heating & Storage System
Customers can opt for direct heating type bitumen storage tanks or indirect heating type hot oil heated bitumen storage tanks. Storage capacity ranges up to 50 tons. The indirect heating tanks are supplied with a superior design thermic oil heater. The direct heating tanks are supplied with automatic imported pressure jet burner. As a standard all our tanks are supplied with auto thermostatic controls and level & gauge indicators. Bitumen jacketed piping with process valves and fittings for manual tank selection and single bitumen delivery pipeline are given.



Thermic heater
Thermic heater are supplied with hot oil jacketing on bitumen pipe line, asphalt pump, bitumen weigh hopper section and pug mill body. Opting for hot oil heating reduces asphalt pump binding, asphalt pipeline blocking, smoother bitumen weigh batcher and smooth pug mill operations.
The thermic oil heaters are supplied with auto temperature control to maintain precise bitumen temperature, independent automatic control including oil temperature indicator controller, low level switch, low circulation pressure switch, over temperature cut off thermostat burner operating circuits.


Control Panel
Fully Automatic computerized air conditioned control cabin, with on-board electrical power control console, distribution switch board, fully automatic process, interlocks and sequence controls with User friendly software on computer with a parallel PLC man machine interface gives control panel with unlimited job mix parameter, display in hi-resolution screen and 19″ LCD color graphic monitor with CPU for live operation on screen with safety signal indicators, which indicates perfect time required for service & maintenance of plant.


Dust Filling & Storage
Filler receiving from ground level (with suitable storage capacity) to silo by pneumatically or through bucket elevator control with level sensor. Silo with vibratory motor, filler receives dust from filter bag house through auto control screw conveyor into receiving hopper of bucket elevator. The filler from silos can optionally be supplied with filler feeding bucket elevator to suit bagged filler feeding. As a standard the filler silo are supplied with level indicators and process interlocks.
We also offer Mobile Asphalt Drum Mix Plant. Click here to know more.

